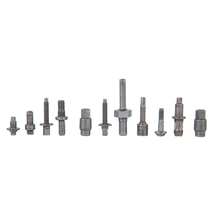
1. 通气管基本信息
材质不锈钢304 M10*1.0 细牙1.0_牙纹过通止规,6H止规1圈_清洗钝化,盐雾试验200小时无白锈
2. 工艺:原有工艺车削-精加工,现冷镦工艺研发成功,采用多工位冷镦成型机加滚牙、电镀清洗工艺。工艺从繁到简。
3. 优势:冷镦工艺开发后节约成本30%以上;
4. 特性:满足通止规、高盐雾高防腐蚀、精度高、螺纹密封度高,要求高、细牙、气管适配度高
5. 使用场景:新能源汽车
祥鸿太冷镦研发成功案例一;
更多新能源汽车上标准件、非标紧固件产品,可参考我司官网或者电话咨询!
新能源汽车紧固件 —— 通气专用通气管产品工艺说明
新能源汽车三电系统(电池、电机、电控)、减速器、水冷壳体、底盘密封腔体工况特殊,大量使用定制化非标紧固件,无统一国标 / 行业通用规格,按功能与结构主要分为四大类:
1. 六角法兰花齿螺丝、六角法兰螺栓、拉铆螺母、铆接螺母螺钉类标准非标件、电池包模组、电控壳体密封锁紧等.
2. 通气螺柱、通气堵头、通气管螺栓,集成通气泄压 + 紧固双重功能,本次介绍的通气管属于此类;
3.密封组合非标紧固件:带橡胶密封槽、法兰密封面定制螺丝,解决液冷、高压腔体防水防尘;
4.高强度异形螺母 / 套管/销钉:T 型螺母、加长内螺纹套管、定位铆接螺母,适配 CTC/CTB 一体化电池结构装配。
这类非标件普遍要求微米级尺寸公差、高盐雾防腐、抗振动疲劳,是新能源整车密封、安全的核心基础件。
通气管是新能源电驱、减速器、电池水冷腔体专用空心通气非标紧固件,属于功能集成型异形紧固件,主体为带外螺纹的台阶柱体,内部贯通轴向通气孔,侧面开设侧通气槽,兼具两大核心作用:
1.紧固锁止:螺纹锁紧壳体端盖,保证装配预紧力,防止行车震动松脱;
2.腔体压力平衡:车辆高低温交替、电机运转发热会使密闭腔体内部气体膨胀,通气管贯通内外,平衡腔体内外气压,避免油封、密封垫鼓胀渗漏、壳体变形;同时气道结构阻挡雨水、泥沙、冷却液倒灌,保护内部电机、齿轮、电芯组件。广泛配套三合一电驱、减速箱、高压电控密封壳体,是新能源三电系统不可替代的精密非标通气零件。
行业早期通气管全部采用数控车床棒材切削加工,属于减材加工,量产痛点突出:
1. 材料损耗大,成本居高不下 实心圆棒整体车削成型,大量金属被切削成废屑,材料利用率仅 50%~60%,原材料成本占比高,大批量订单利润空间被压缩。
2. 生产效率极低,交付周期长 单台 CNC 单件加工耗时数十秒,单台设备日产能仅数千件;多工序分工(车外圆、钻孔、铣通气槽、滚丝)流转繁琐,无法匹配主机厂百万级年需求。
3. 金属纤维被切断,力学性能短板明显 车削会横向切断金属流线,产品台阶、孔壁位置存在应力集中,车辆长期颠簸振动下,易出现螺纹滑牙、柱体开裂,疲劳寿命短,主机厂可靠性测试不良率偏高。
4. 批量尺寸一致性差,装配故障率高 车床刀具磨损、装夹误差会造成单件外径、通气槽深度、螺纹同轴度波动,自动化产线拧紧时扭矩离散,易出现密封不严、漏气泄压问题;通气孔内壁车刀纹路粗糙,易积存杂质堵塞气道。
5. 后处理工序多,品质管控难度大 车削表面粗糙度差,需额外磨削、去毛刺;深孔内部毛刺清理困难,残留金属屑会堵塞通气通道,造成腔体憋压漏油漏水,售后故障频发。
祥鸿太完成多工位冷镦通气管全套模具开发与量产验证,采用盘条线材多工位冷挤压一体成型,相比车削实现全方位升级:
1. 近净成型,材料利用率大幅提升 无切削废料,金属通过模具挤压塑性流动成型,材料利用率 95% 以上,原材料成本降低 25%~30%,规模化生产优势显著。
2. 高速连续生产,产能交付能力翻倍 多工位冷镦机单次成型节拍 0.3~0.6 秒,每分钟产能超百件,一体化完成头部台阶、内孔预制、通气槽成型,省去多道车削工序,交付周期缩短 60%,可稳定匹配主机厂大批量供货。
3. 金属流线完整连续,产品强度与抗疲劳性跃升 冷镦成型金属纤维沿零件轮廓完整包裹,无切断断层,冷作硬化细化晶粒,抗拉强度、抗振动疲劳性能提升 20% 以上,通过万次冷热冲击、振动耐久测试无开裂、松脱风险,满足新能源汽车 10 年使用寿命要求。
4. 批量尺寸高度统一,适配自动化装配 模具定型尺寸公差稳定可控,外径、通气槽、内孔同轴度一致性远优于车削,螺纹牙型均匀,自动化拧紧扭矩波动极小,大幅降低装配漏气不良率;成型表面光洁,无需二次打磨。
5. 一体成型毛刺少,通气通道通畅稳定 通气内孔、侧槽同步挤压成型,孔壁光滑无残留车削毛刺,从根源杜绝气道堵塞,长期使用压力平衡功能稳定,减少售后渗漏故障。
6. 综合能耗更低,绿色降本 省去车床持续切削、多次转运工序,单件加工能耗仅车削工艺 35%,人工、刀具损耗、废料处理成本同步下降,百万件年产量可节约大额综合制造成本。
昆山祥鸿太五金已完成新能源通气管冷镦工艺全流程研发并实现量产,彻底解决传统车削工艺长期存在的行业难题:
1. 解决量产成本痛点 摆脱车削高耗材、低效率桎梏,大批量订单单件综合成本下降近三成,为主机厂、Tier1 客户降本增效,具备极强供应链价格优势。
2. 解决产品可靠性痛点 完整金属流线结构大幅提升抗振、抗疲劳能力,消除车削应力集中缺陷,通气管密封、通气耐久性能达标高端新能源主机厂 PPM 质量管控标准,杜绝腔体漏油、泄压故障。
3. 解决批量一致性痛点 模具标准化成型消除车床加工误差,全批次产品尺寸、通气流量统一,完美适配整车自动化装配产线,降低客户端装配不良率。
4. 解决交付产能痛点 冷镦高速自动化产线可承接年百万级大批量订单,缩短交期,保障新能源车企三电壳体零部件稳定供货。
5. 解决气道堵塞售后痛点 一体挤压成型无内孔毛刺,通气通道长期通畅稳定,大幅减少终端车辆因通气失效引发的密封失效、壳体鼓包等售后问题。
新能源汽车三电密封腔体配套的通气管作为专用非标通气紧固件,传统车削精加工模式存在成本、效率、强度、一致性多重短板。祥鸿太率先完成该产品冷镦工艺开发并量产落地,依托冷镦成型在材料、产能、力学性能、批量精度上的全方位优势,一次性解决行业长期存在的成本高、可靠性差、批量不稳定、气道易堵塞等核心痛点,为新能源汽车通气类非标紧固件提供高效、高可靠、低成本的新型制造方案。